
Калькулятор усадки пластика для точной 3D-печати
Усадка пластика при 3D-печати — это уменьшение размеров детали после охлаждения материала. Из-за этого готовая модель может отличаться от CAD-размера, особенно на посадках, отверстиях и сопрягаемых поверхностях.
Онлайн-калькулятор F3DP помогает рассчитать масштаб модели (Scale factor) и XY-компенсацию (Horizontal/XY compensation) по реальным замерам калибровочной детали.
Зачем рассчитывать коэффициент усадки
Поведение материала зависит от температуры сопла и стола, обдува, скорости, геометрии детали, бренда филамента и состояния принтера. Поэтому универсальный процент усадки редко бывает точным.
Расчёт по вашим замерам повышает повторяемость размеров и снижает количество перепечаток при функциональной и серийной 3D-печати.
Средняя усадка популярных материалов для 3D-печати
Низкая усадка
Средняя усадка
Высокая усадка
Эти значения ориентировочные. Для рабочих деталей всегда рассчитывайте компенсацию по калибровке на вашем принтере и текущем профиле печати.
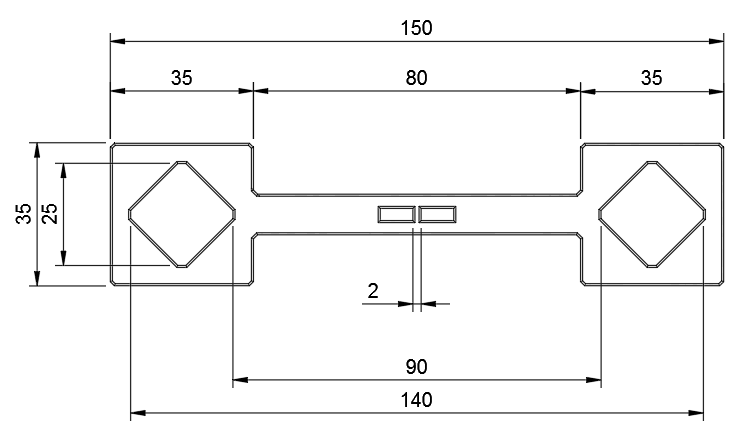
1. Распечатайте калибровочную деталь
Скачайте STEP-файл и печатайте с теми же параметрами, что для рабочих деталей: материал, температура, слой, обдув, скорость и периметры.
2. Измерьте после полного остывания
Измеряйте штангенциркулем без лишнего усилия. Внесите фактические размеры в миллиметрах для всех зон, отмеченных на схеме.
3. Перенесите результат в слайсер
Scale factor задаёт общий масштаб по XY, а XY/Horizontal compensation корректирует контуры в миллиметрах. Отрицательное значение уменьшает переразмер стенок, положительное добавляет материал.
Куда вносить значения в OrcaSlicer, Cura, PrusaSlicer и других слайсерах
Обычно нужны два параметра: масштаб модели (Scale) и компенсация контура (XY compensation / Horizontal expansion / Horizontal Size Compensation). Названия могут отличаться в зависимости от слайсера.
Если масштаб задаётся в процентах, используйте значение из строки Scale percent. После корректировки распечатайте калибровку повторно и сохраните профиль под конкретный материал и принтер.
FAQ по усадке пластика в 3D-печати
Какая усадка у PLA?
Обычно у PLA одна из самых низких усадок среди FDM-материалов, но итоговое значение зависит от бренда филамента и режима печати.
Почему ABS деформируется при печати?
ABS даёт более высокую усадку и чувствителен к перепадам температуры, поэтому для стабильного результата нужна закрытая камера и прогретая зона печати.
Почему нельзя просто увеличить модель на процент усадки?
Масштаб корректирует общую геометрию, но не всегда исправляет стенки и зазоры. Поэтому отдельно рассчитывается XY-компенсация по контрольной перемычке 2 мм.
Подходит ли один коэффициент для всех пластиков?
Нет. PLA, PETG, ABS, ASA, PA (Nylon), TPU и композиты дают разную усадку, поэтому лучше хранить отдельные профили под каждый материал и режим.
Нужно ли применять компенсацию по Z?
Калькулятор рассчитывает компенсацию в плоскости XY. Размер по Z обычно калибруют отдельно, так как он зависит от первого слоя, потока, механики оси и температуры.